
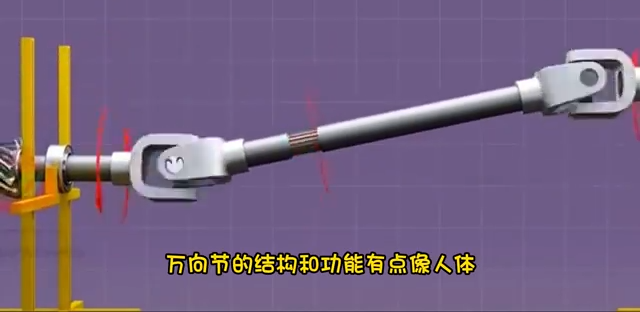
万向节分为两种类型:①不等速万向节 ②等速万向节; 万向节的作用:使传动轴能在一定角度变化范围内,将变速器(或分动器)的动力平衡地传给主传动器内的减速齿轮,避免传动轴机件损坏。... 2020-01-16

上海乙谛精密机械有限公司是生产新型机械基础件的工厂。主要产品有:胀紧套(胀套、涨套、涨紧套、胀紧联结套、涨紧联结套、紧定套)、退卸套、万向节(万向联轴器、十字万向节、单节万向节、双节万向节、精密小型万向节、 精密可伸缩万向节...等等)、链条(工业链条、农机链条:水稻收割机链条、洋马收割机链条、久保田收割机链条、玉米收割机链条、花生收割机链条)等并承接非标件订做。我司网站平台详细介绍:胀紧套、万向节和链条等产品的作用、型号选择方法、工作原理、维护方法、产品种类和应用场景,帮助您了解胀紧套、万向节、链条的工作原理、适用场景、产品结构、工作方式、选择适合的胀紧套、万向节和链条类型,了解乙谛产品的特点,并提供胀紧套、万向节和链条相关产品推荐,维护保养的使用技巧及其各行业的广泛应用。本厂产品(胀套)...
查看详情 >>")
")
原子吸收分光光度计全自动火焰石墨炉一体机,重点对仪器的检测系统和光学系统进行了系统深入的研究,掌握了提高自吸背景校正性能的核心技术。对吸光度为1的背景,校正能力可达100倍以上...
")
原子吸收分光光度计全自动火焰石墨炉一体机,重点对仪器的检测系统和光学系统进行了系统深入的研究,掌握了提高自吸背景校正性能的核心技术。对吸光度为1的背景,校正能力可达100倍以上...
")
原子吸收分光光度计全自动火焰石墨炉一体机,重点对仪器的检测系统和光学系统进行了系统深入的研究,掌握了提高自吸背景校正性能的核心技术。对吸光度为1的背景,校正能力可达100倍以上...
")
原子吸收分光光度计全自动火焰石墨炉一体机,重点对仪器的检测系统和光学系统进行了系统深入的研究,掌握了提高自吸背景校正性能的核心技术。对吸光度为1的背景,校正能力可达100倍以上...
")
原子吸收分光光度计全自动火焰石墨炉一体机,重点对仪器的检测系统和光学系统进行了系统深入的研究,掌握了提高自吸背景校正性能的核心技术。对吸光度为1的背景,校正能力可达100倍以上...
")
原子吸收分光光度计全自动火焰石墨炉一体机,重点对仪器的检测系统和光学系统进行了系统深入的研究,掌握了提高自吸背景校正性能的核心技术。对吸光度为1的背景,校正能力可达100倍以上...
")
原子吸收分光光度计全自动火焰石墨炉一体机,重点对仪器的检测系统和光学系统进行了系统深入的研究,掌握了提高自吸背景校正性能的核心技术。对吸光度为1的背景,校正能力可达100倍以上...
如果您有任何问题,请跟我们联系!
联系我们
Copyright © 2022 上海乙谛精密机械有限公司 版权所有 沪ICP备:14022750 XML地图 pbootcms模板
![]()
地址:上海市 金山区 金山工业区








